

ECAL quality assurance and construction
(Chris Booth, Susan Cartwright, Tim Haycock, Rangeen Salih, Lee Thompson, Greg Ward, Mark Ward)
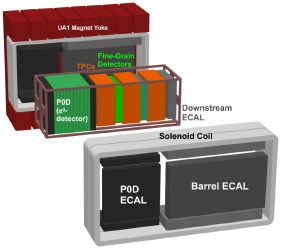
 Following the successful completion of the so-called "downstream ECAL" or DsECAL in
2008 the attention of T2K-UK turned to the construction
and commissioning of the further 12 ECAL modules that made up
the Barrel and P0D ECALs in the T2K ND280 detector.
Following the successful completion of the so-called "downstream ECAL" or DsECAL in
2008 the attention of T2K-UK turned to the construction
and commissioning of the further 12 ECAL modules that made up
the Barrel and P0D ECALs in the T2K ND280 detector.
Collectively these 12 ECAL modules were constructed from a total of 16500 scintillator bars with lengths from 1.5 m to 3.8 m. The Sheffield T2K had overall responsibility for cutting all of these bars and performing both mechanical and optical quality assurance tests before they were distributed to T2K UK groups (including Sheffield) to be assembled into ECAL scintillator-lead layers. The picture shows the arrival of the first batch of 3000 scintillator bars in March 2009.
Mechanical Quality Assurance
Scintillator bars were cut to approx. 0.1mm accuracy in length and then a number of mechanical QA checks were made before the bar was accepted for assembly. These checks included:
- Horizontal and vertical dimensions via 'Go' and 'NoGo' gauges
- Extruded hole diameter measurements
- Overall bar integrity including TiO2 coating inspection
- Confirmation that the extruded hole is clear along the full length of the bar
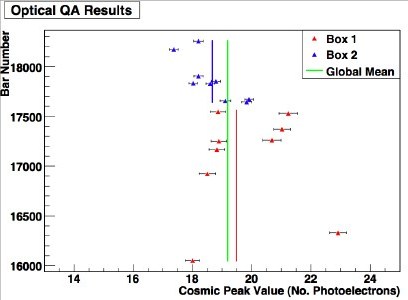
Optical Quality Assurance
The light yield of a small fraction of all bars was carefully measured using a cosmic ray muon telescope. The light yield response to these MIPs (minimum ionizing particles) at a fixed point along the scintillating bar was determined. Typical results from these studies can be seen in the figure below.
|
Novel photosensor characterisation
(Rangeen Salih, Lee Thompson, Mark Ward)
A number of the sub-detectors in the T2K ND280 detector are based on calorimeters comprising alternating layers of plastic scintillator bars and lead sheet. Light produced in the scintillator enters a wavelength shifting fibre that runs though each bar. At the end of each bar the fibre is coupled to a small format photosensor which records the light from each bar.
 Due to the number of bars in use over the entire T2K ND280 detector a large number of photosensors (around
34000 in total) were required. The photosensor that was chosen for this application has many names and acronyms including
Silicon Photomultiplier (SiPM) and Multi-Pixel Photon Counter (MPPC).
Due to the number of bars in use over the entire T2K ND280 detector a large number of photosensors (around
34000 in total) were required. The photosensor that was chosen for this application has many names and acronyms including
Silicon Photomultiplier (SiPM) and Multi-Pixel Photon Counter (MPPC).
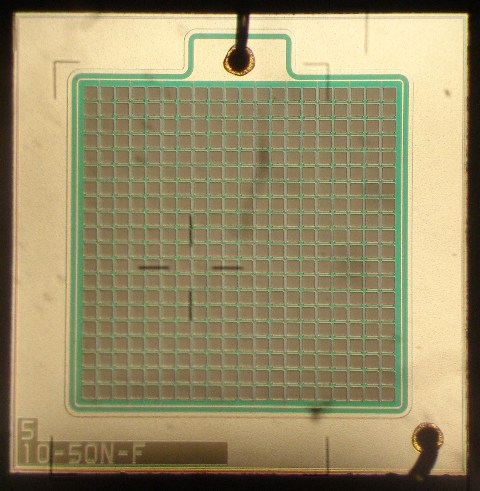
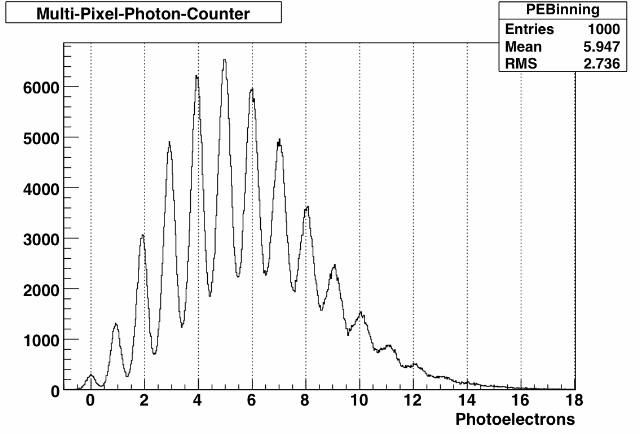
The SiPM is an array of avalanche photo-diodes (pixels) operated in Geiger mode and connected via a common substrate and readout chain. When a photon is absorbed by one of the pixels it undergoes Geiger discharge to produce charge. Due to the common read out, the output of the device is quantised. This feature makes the device excellent for single photon counting, allowing accurate estimation of the number of photons for a given low intensity illumination as is seen in the figure which clearly shows individual photoelectron peaks.
The Sheffield T2K group has a long history of working with these devices right from the outset of their availability. Since 2007 the performance and characteristics of devices produced by CPTA Moscow and Hamamatsu Photonics has been studied in depth at Sheffield.
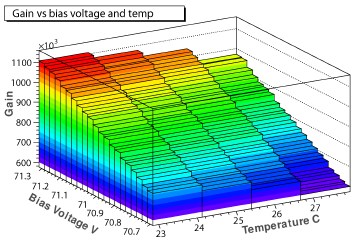
The Hamamatsu Multi-Pixel Photon Counter was selected for use with T2K – it is a 1.3mm x 1.3mm device with a total of 667 pixels. Since its selection, the Sheffield T2K group has performed detailed studies of a number of important performance indicators including gain, linearity, dark count rate, cross-talk and after pulsing. All of these parameters have been studied as a function of variables such as temperature. Furthermore, the group is one of only a small number in the world that has the capability to specialise in measurements of a key parameter, namely absolute photo-detection efficiency, the determination of which is crucial for understanding and simulating detector response.
|
|
The images above show examples of this work, which was presented at various T2K meetings and at international conferences. On the left is a plot of the MPPC device gain as a function of both temperature and bias voltage, while on the right is a plot of photon detection efficiency as a function of gain for two Hamamastsu devices.
Publications
- Impact of After-pulse, Pixel Crosstalk and Recovery Time in
Multi-Pixel Photon Counter response
Mark Ward, Antonin Vacheret,
Proceedings of the 5th International Conference on New Developments In Photodetection 2008, France