
Flexible Manufacturing, Robotics and Automation
- Sheffield Research in Particle Physics and Particle Astrophysics
- Irradiation Facility Development and Operation
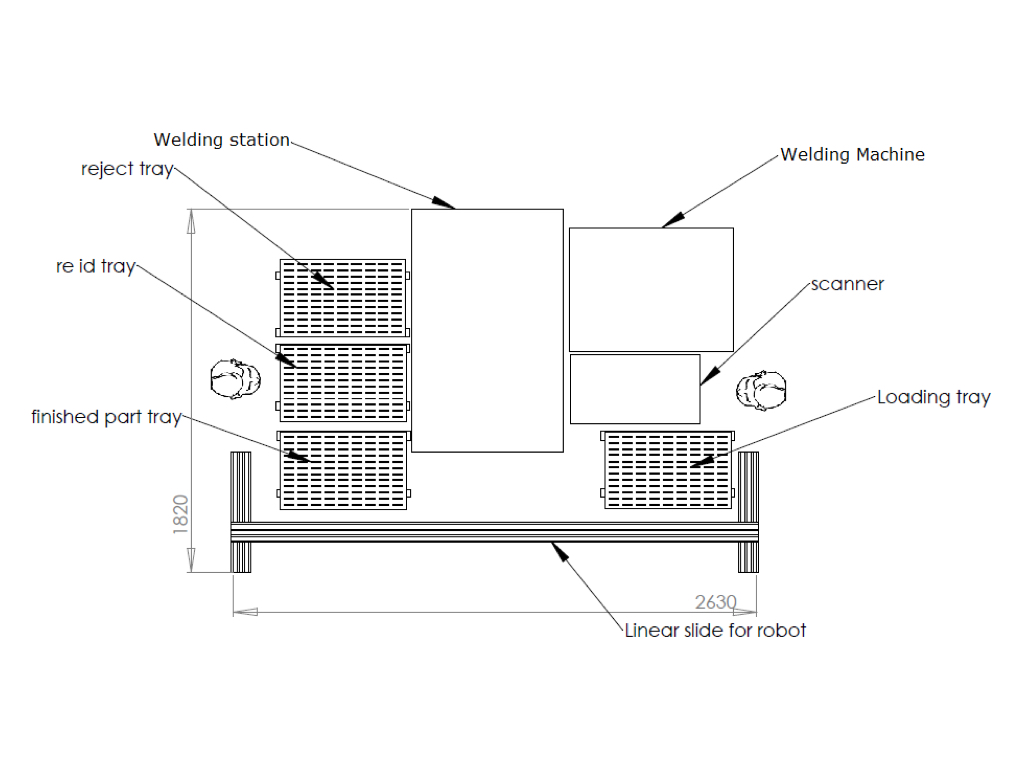
- Robotics and Autonomous Systems for Flexible Manufacturing
- Advanced Robotics Systems for Nuclear Decommissioning
- Machine Vision Systems for Flexible Manufacturing
- Contact
Robotics and Autonomous Systems for Flexible Manufacturing
Ultra Thin Advanced Aerospace Alloy Joining Using Automated Constricted Gas Tungsten Arc
Autonomous Aero Turbine Blade Re-Manufacturing System
Real Time non-destructive Testing of Materials
Welding Robot Simulation
Earlier work: Ultra Thin Wall Titanium Tube Joining
Publications
Ultra Thin Advanced Aerospace Alloy Joining Using Automated Constricted Gas Tungsten Arc
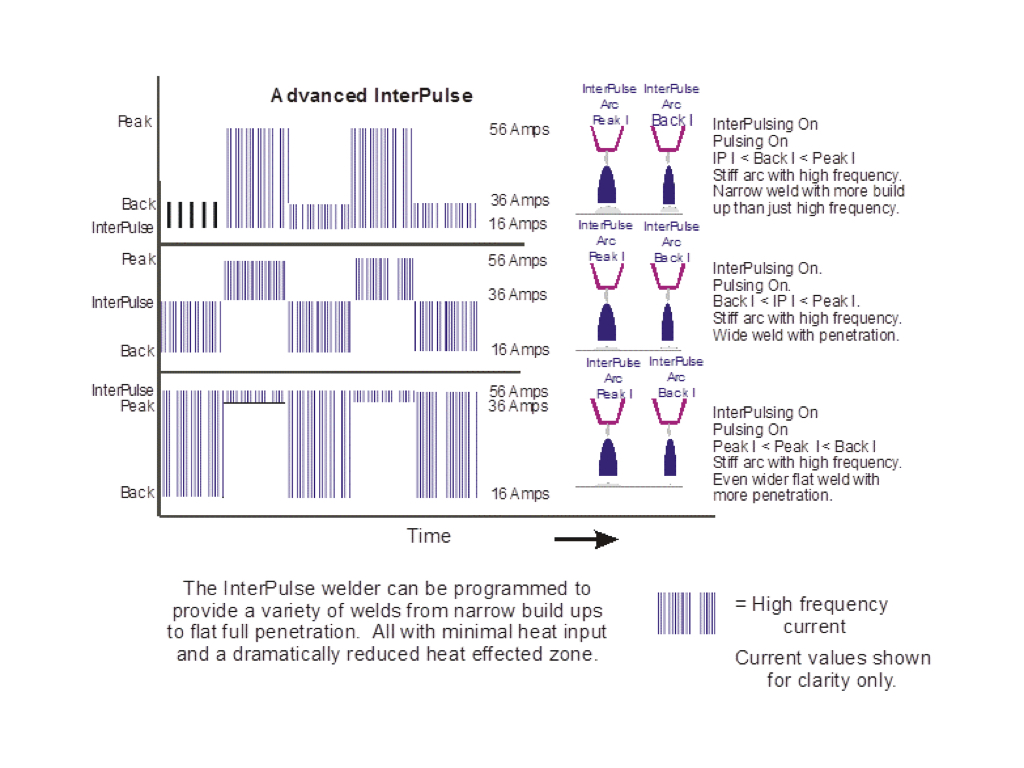
The TIG Orbital Heat Management System (IP50-HMS) developed by VBC Instrument Engineering Ltd (VBCie) and the University of Sheffield (UoS) is a relatively new low current automatic orbital welding system. Using HMS InterPulse Technology, the IP50-HMS produces accurate narrow bead welds offering excellent weld quality and control over the weld process. The use of high frequency pulsing interposed within the pulsed weld current increases arc force and more penetration is achieved with significantly lower input current. This allows for improved heat management on critical welds whist still attaining full penetration. The machine has proven very successful in the joining of very thin wall, small diameter titanium and stainless steel alloy heat exchanger tubes. Conventional orbital welding systems cannot weld such thin wall material with small diameters. The IP50-HMS produces welded, autogenous butt joints showing higher mechanical integrity than conventional orbital welding systems evaluated. Furthermore, the low heat input obtained improves the materials micro-structure because of decreases in distortion and residual stress. The IP50-HMS proves to have an exceptionally high production yield with very low weld failure rates. Measurements of arc voltages, welding currents arcs and input power measurements of the VBCie system are reported and discussed to assess the performance of the IP50-HMS.
|
|
|
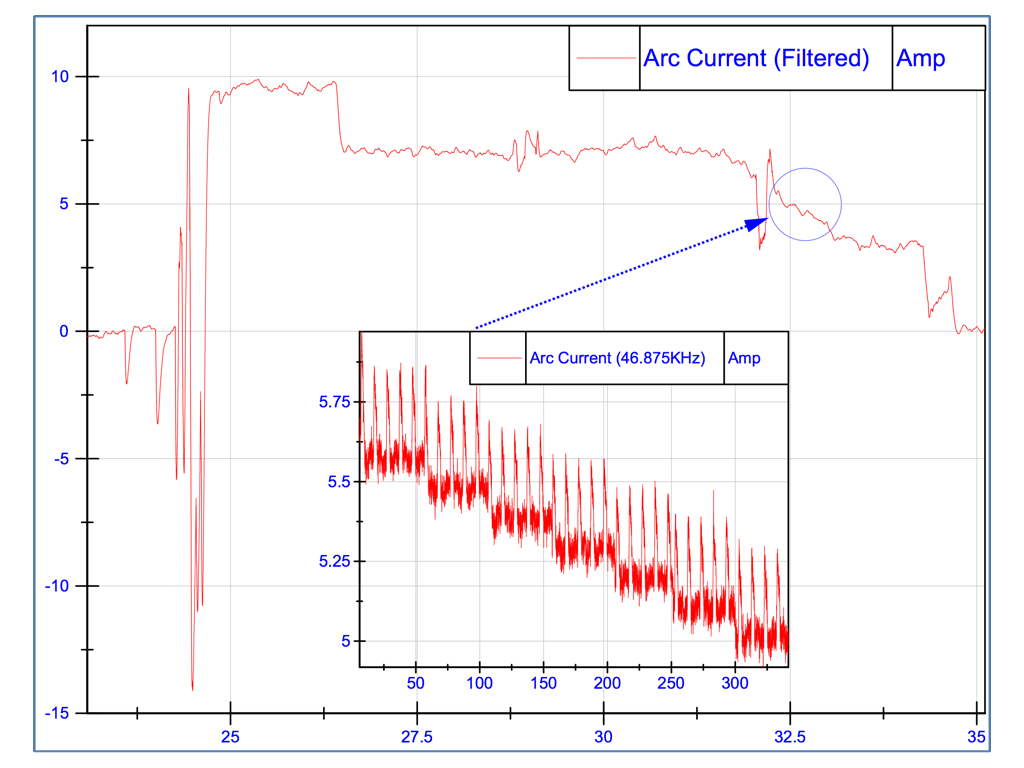
Current arc measurement of 316L SS Tube weld: 3.175 mm OD, 0.72 mm wall thickness [time scale in seconds]. Inset figure [time scale in milliseconds]. |
Heat Management System current arc waveforms. |
|
CP2 Titanium Tube weld: 2.275 mm OD, 0.125 mm wall thickness.
|

|
|
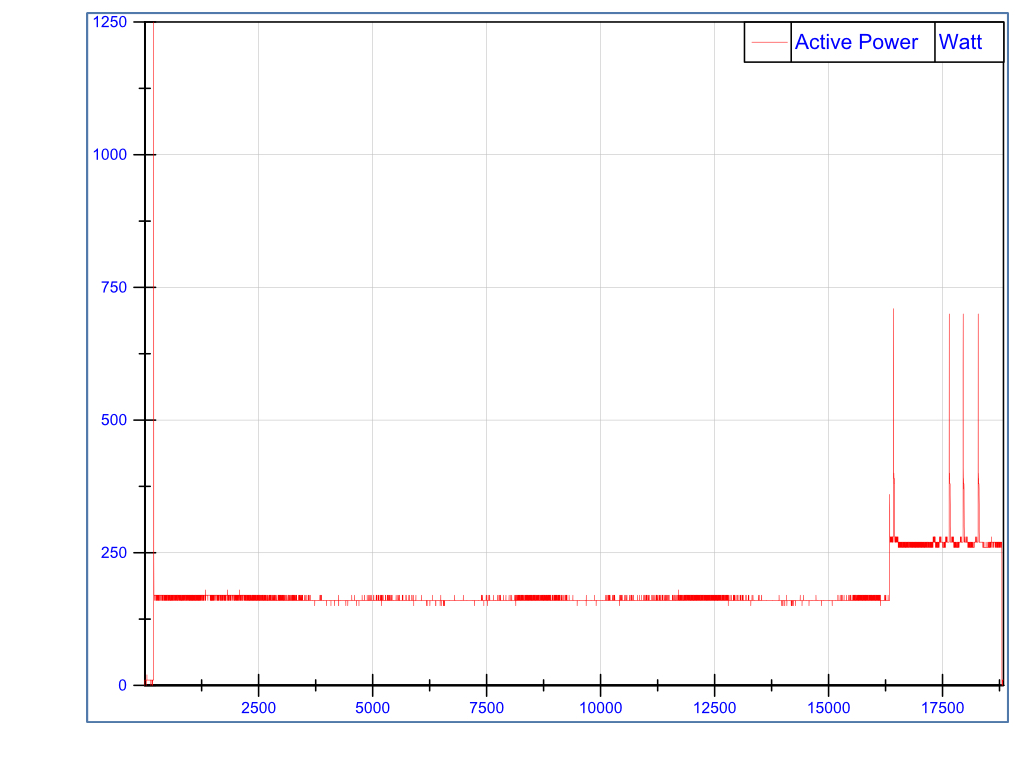
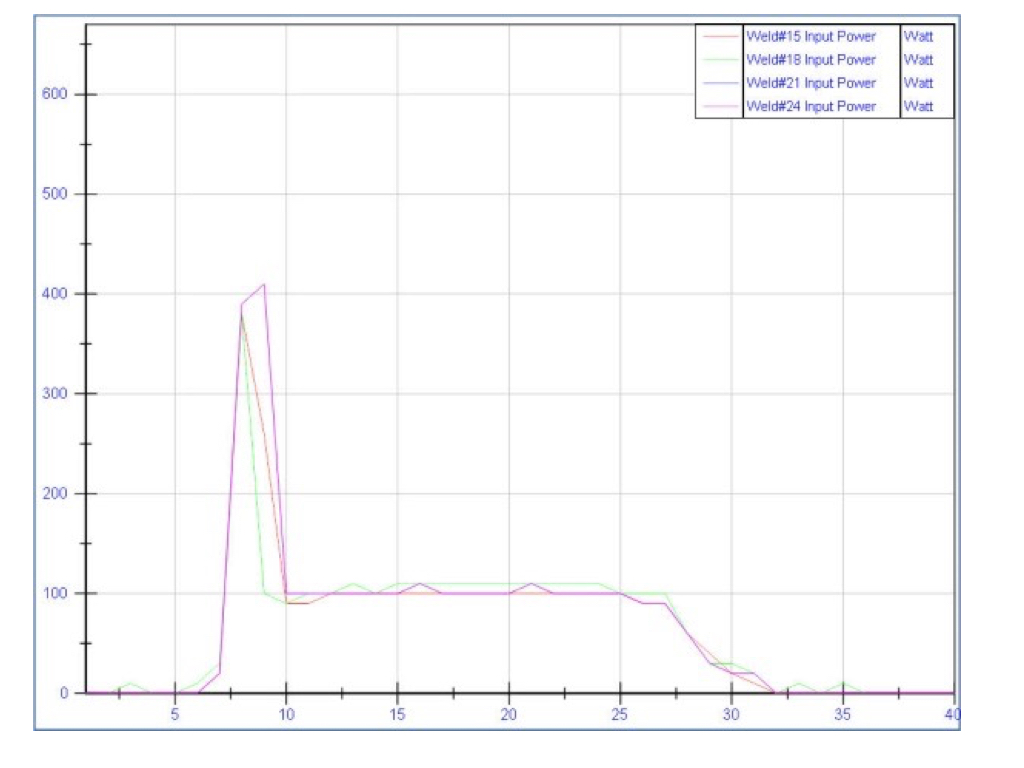
Input Active Power Measurements of 4 welds with Fluke 437-II. |
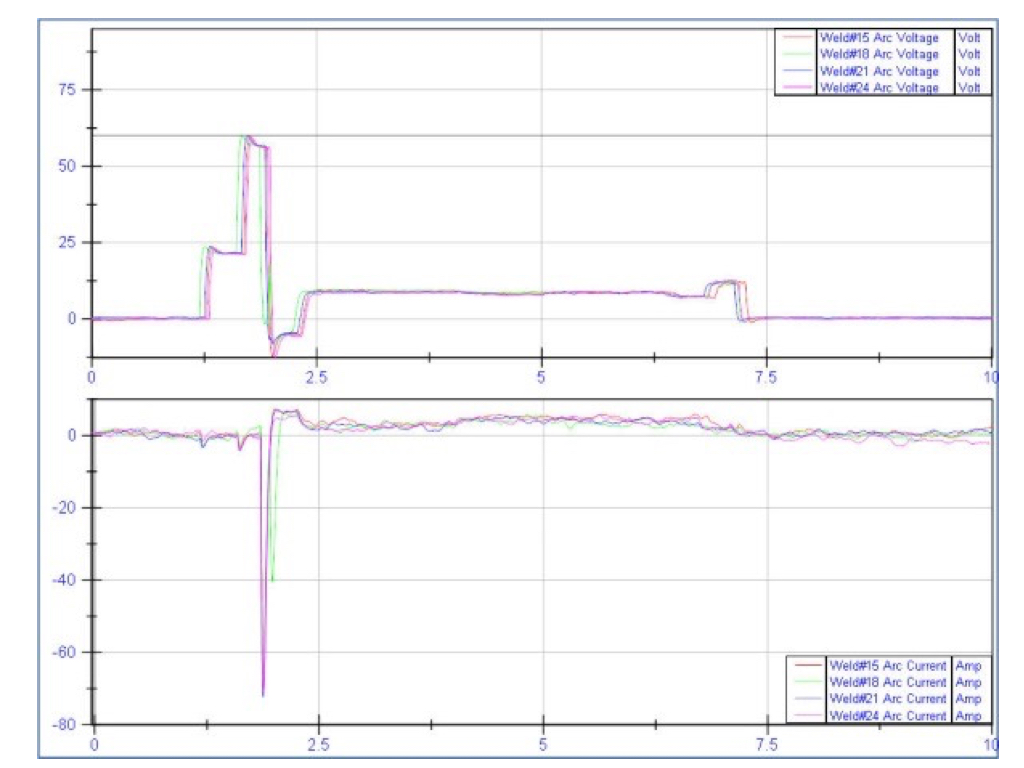
Voltage and current arc measurements of tube welds #2 to #4 with a NI PXI System. |
|
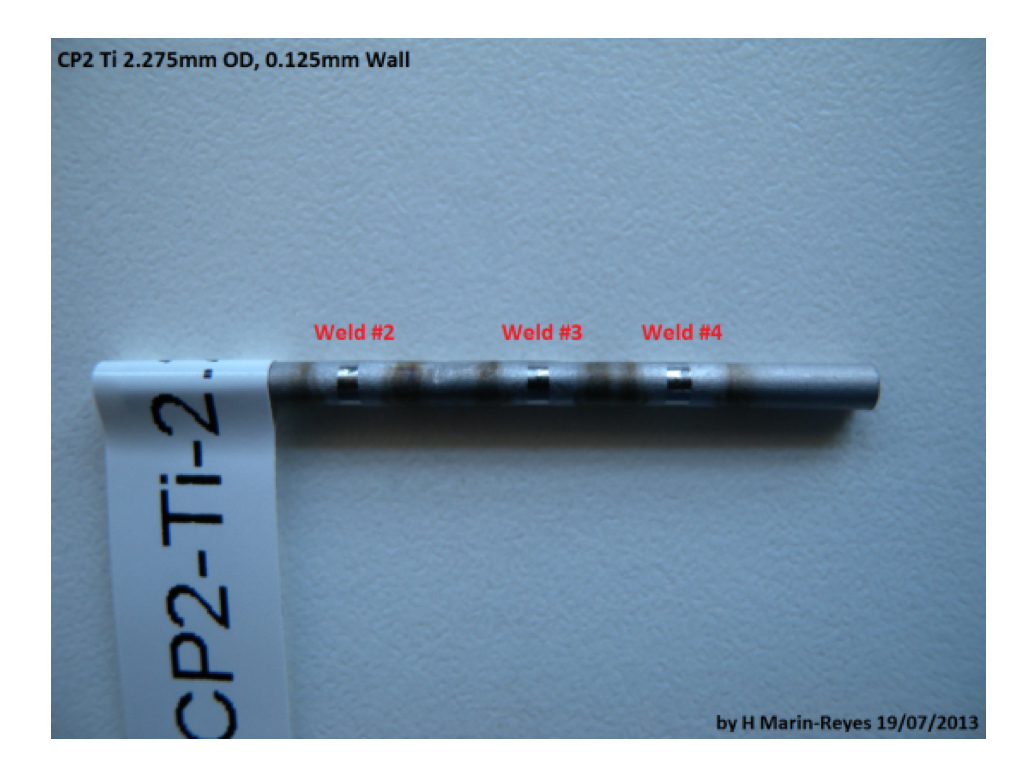
Welds #2 to #4 on CP2 Ti tube 2.275 mm OD, 0.125 mm wall thickness.
Autonomous Aero Turbine Blade Re-Manufacturing System
High value aerospace gas turbine blades are subjected to extreme temperatures during operation, resulting in wear, deformation and distortion over time. After ~30,000 hours of operation, turbofan jet engines are entirely overhauled. The compressor blades are removed then inspected and where possible repaired using manual weld deposition. Investigations into the intelligent automation of the GTAW (Gas Tungsten Arc Welding) process for turbofan blade re-manufacturing has demonstrated that highly skilled welding engineers are required to carry out what is perceived to be a simple task.Existing standard practice for the re-manufacturing of high value compressor blades is predominantly performed manually, on-site under extreme environmental constraints (noise, heat and restricted spaces). However with such high value components, a high yield of re-manufacturing is required, but not achievable with current manual processes providing less than 50% yield.
Experienced welding engineers use their knowledge and apply their skills almost automatically by subtly fine tuning multiple welding control parameters to achieve the required results. Their dynamic inputs alter the weld deposition characteristics such as; size, shape, depth and micro-structure. The variable parameter changes are termed CLAMS (current, length, angle, manipulation and speed). CLAMS detailed in a welding procedure schedule or document is used to provide numerical input for the manual operator to achieve correct results with high yield.
A prototype system will be built in this project which will be interfaced to a robotic welding arm to prove that the system can operate in a representative environment. The system has great potential to be developed not only in robotic welding but also for other automated robotic systems that require locational and structural information to determine the appropriate procedure required and optimise control.
Real Time non-destructive Testing and Tensile Tests
TIG welding is a well-established joining process offering the user flexibility to weld a large range of materials. DC TIG welding produces clean welds without sparks or spatter. However, ultra-thin wall tube-to-tube joining is challenging. This because of the wide range of variables needed to accurately control each part of the weld process. Generally the accuracy of a welding system, its slope times, the arc control circuit, rotation speed of the orbital head, electrode angle and electrode material type determine the success of the tube joint. This project studies these variables using the IP50 Heat Management System (IP50-HMS) while performing TIG orbital autogenous butt welds on tube joints in titanium and 316L stainless steel ultra-thin wall tubes. Metallographic observations performed on a ZEISS Axio Imager M2m microscope for detailed observations show no structural or geometrical imperfections in the weld bead. Microhardness tests have been performed according to standard BS EN 1043-2. Calculation of heat input was based on arc voltage and welding current measurements for several titanium outer diameters (OD) and wall thickness sizes to allow comparison with more conventional TIG arc welds on the same materials.
CP2 Titanium Tube-Tube weld joints: 2.275 mm OD, 0.125 mm wall thickness.
|
|
|
Input Active Power Measurements of 4 T-T weld joints with Fluke 437-II. |
Arc voltage and arc current of welds #15, #18, #21 and #24 with NI PXI System. |
|
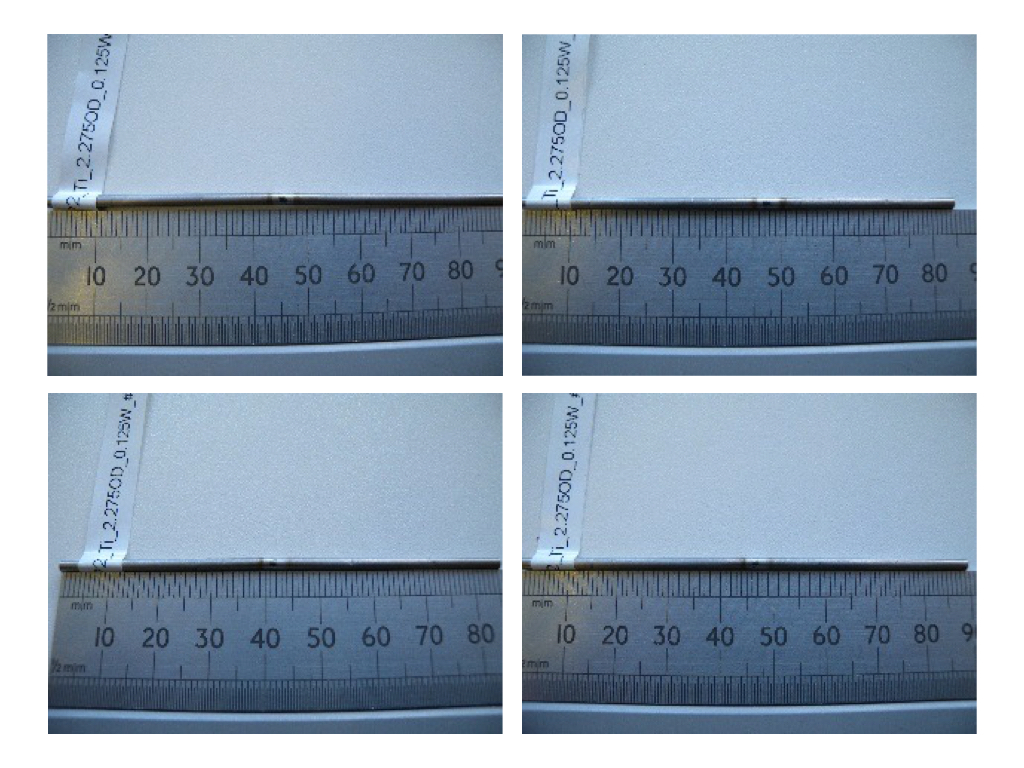
CP2 Titanium Tube-Tube weld joints: 2.275 mm OD, 0.125 mm wall thickness.
| Tube welds | Tube joints | |
| Tube OD [mm] | 2.275 | 2.275 |
| Tube Wall [mm] | 0.125 | 0.125 |
| Arc Voltage [Volt] | 10.21 | 8.58 |
| Arc Curren [Amp] | 2.12 | 2.48 |
| Speed [RPM] | 29.5 | 29.5 |
| Heat Input [J/mm] | 6.15 | 6.06 |
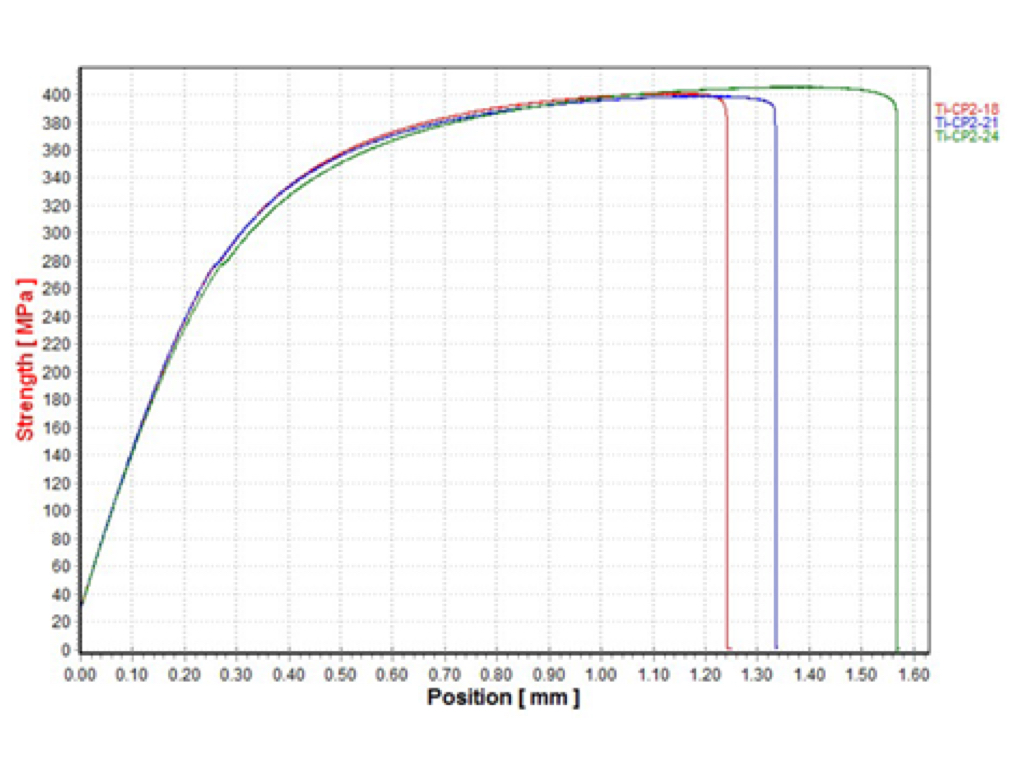
Tensile Tests
|
|
|
Graph showing stress against displacement for CP2 Ti 2.275 mm OD 0.125 mm wall thickness tube joint samples. |
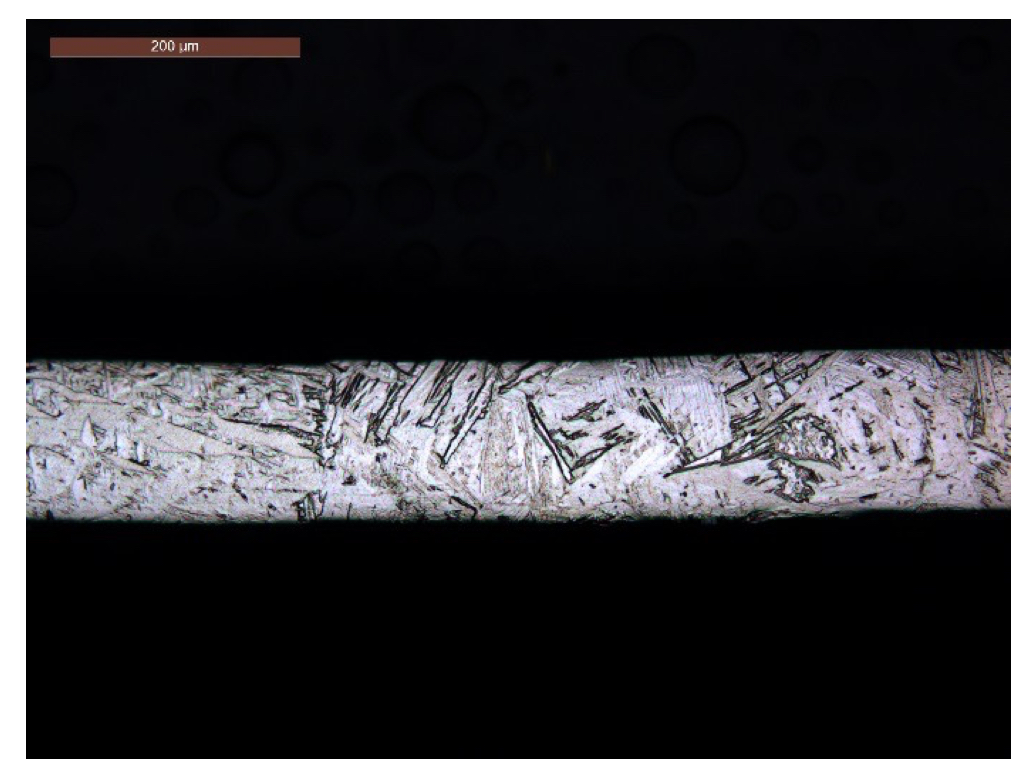
Cross-sectional observations CP2 Ti 2.275 mm OD 0.125 mm wall tube joint sample. Original magnification: 200 x: Detail of the weld bead, top part. |
|
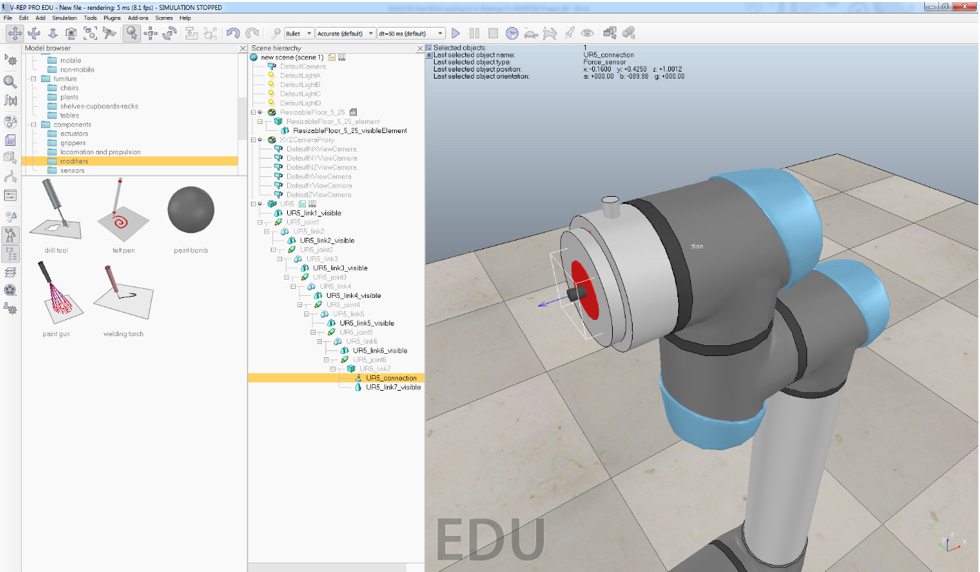
Welding Robot Simulation
Welding robot simulations can be performed with different frameworks including V-REP which can be interfaced with MATLAB or ROS which is heavily used in the research community.
The robot simulator V-REP, with integrated development environment, is based on a distributed control architecture: each object model can be individually controlled via an embedded script, a plugin, a ROS node, a remote API client, or a custom solution. This makes V-REP very versatile and ideal for simulating the UR5 manipulator from Universal Robots. Controllers can be written in C, Python, Java, Lua, MATLAB, Octave or Urbi. V-REP's applications include: Fast prototyping and verification, safety monitoring and fast algorithm development.
V-REP's motion planning module allows handling motion planning tasks for kinematic chains. It does not include path planning for loose objects in space, which is handled by the path planning module.
A motion planning task allows to compute a trajectory (usually in the configuration space of the manipulator) from a start configuration to a goal configuration, by taking into account the manipulator kinematics, joint limits and collisions between manipulator and obstacles.

|
|
|
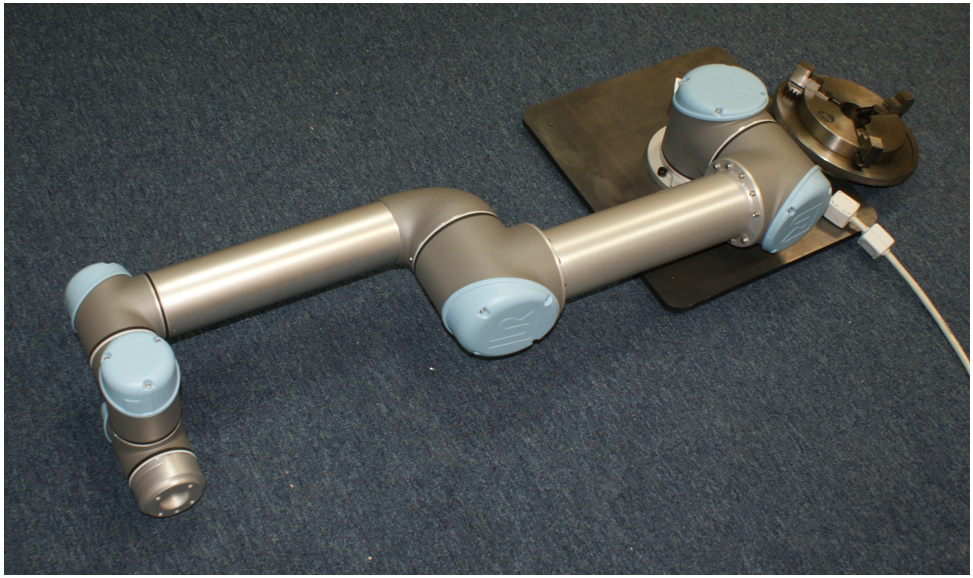
V-REP: UR5 Robot and welding torch motion planning simulation
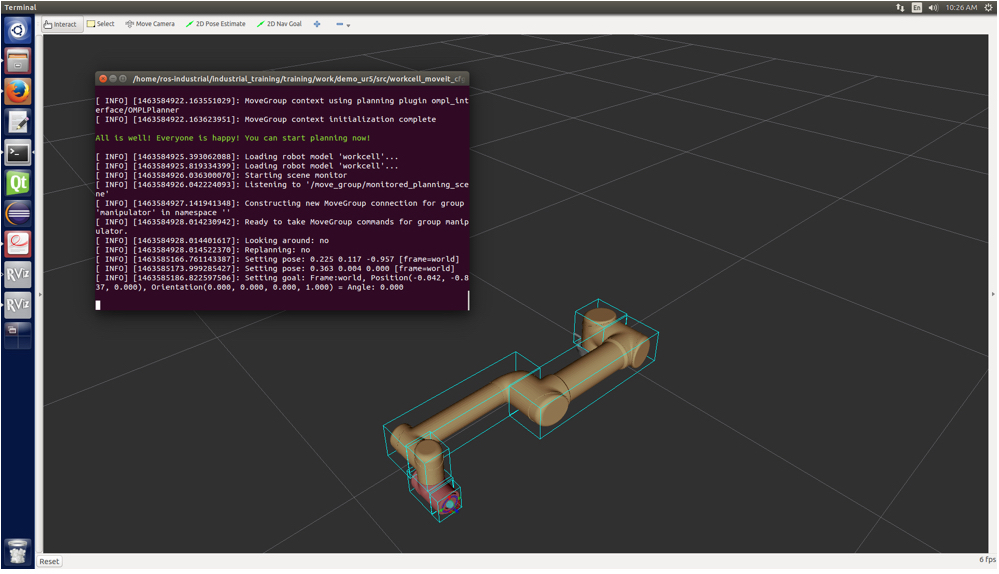
ROS, an open source project, provides a common framework for robotics applications. ROS is heavily utilised by the research community for service robotics applications, but its technology can be applied to other application areas, including industrial robotics. ROS capabilities, such as advanced perception and path/grasp planning, can enable industrial robotic applications that were previously technically infeasible or cost prohibitive.
The Universal Robot software package is part of the ROS Industrial program. It currently contains packages that provide nodes for communication with Universal's industrial robot controllers, URDF models for various robot arms and associated arm_navigation and MoveIt packages.
|
|
|
ROS: UR5 simulation in a workcell MoveIt environment
Publications
R.French, H.Marin-Reyes, Investigation of the TIG orbital welding process on tube to tube joints in titanium & 316L stainless steel thin wall tubes, IIW International Conference High-Strength Materials - Challenges and Applications, IIW2015-15/78 (2015).
R.French, H.Marin-Reyes, Welding performance evaluation of the VBCie IP50 TIG orbital heat management system, IIW International Conference High-Strength Materials - Challenges and Applications, IIW2015-15/51 (2015).